


Abschreckmodus:
- Sehr geringe Kraft
- CTE – Wärmeausdehnungskoeffizient
- Erstellung von TTT-Diagrammen
- Bestimmung von Phasenänderungen bei unterschiedlichen Abkühlraten
- Maximale Abkühlung: 4000 °C/s (Hohlprobe und maximal erreichbare Abkühlrate
- Option für niedrige Temperaturen (Tmin= -150 °C)
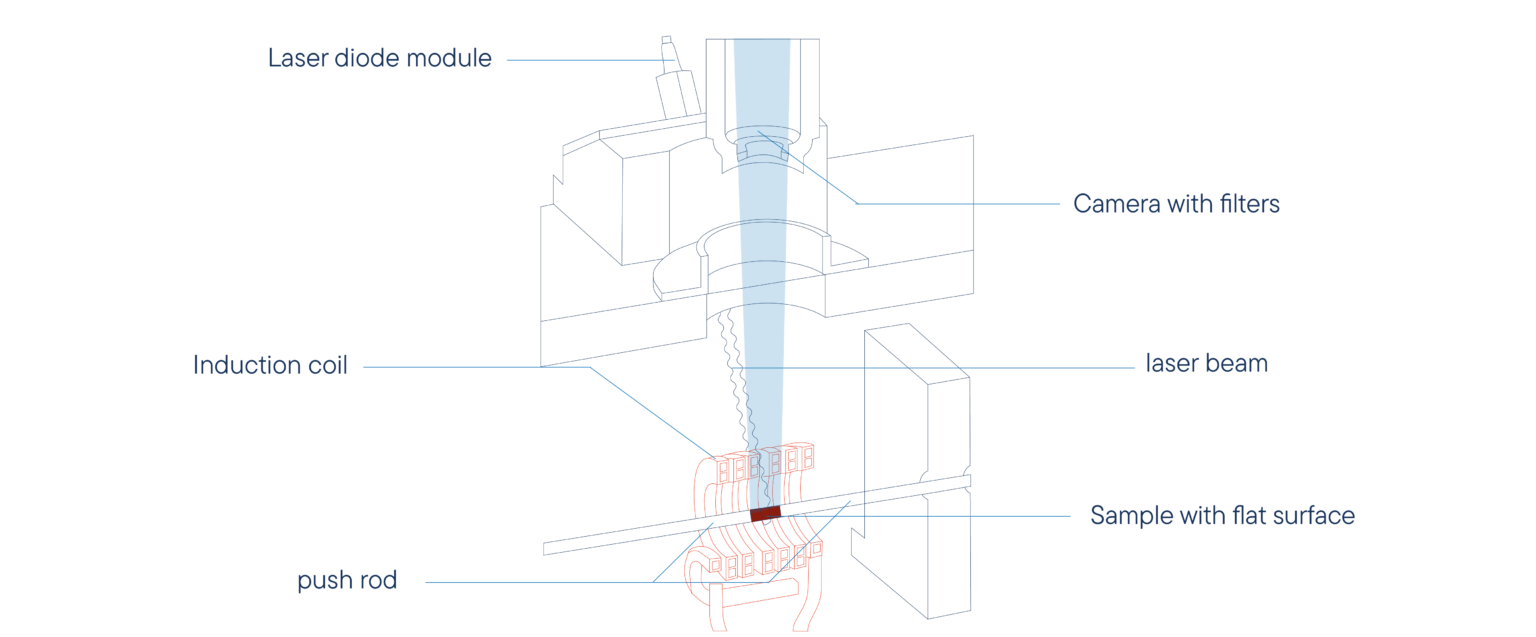
- Optionale Laser-Speckle-Messung der Ausdehnung (Patent Nr. DE 10 2017 216 714.9)
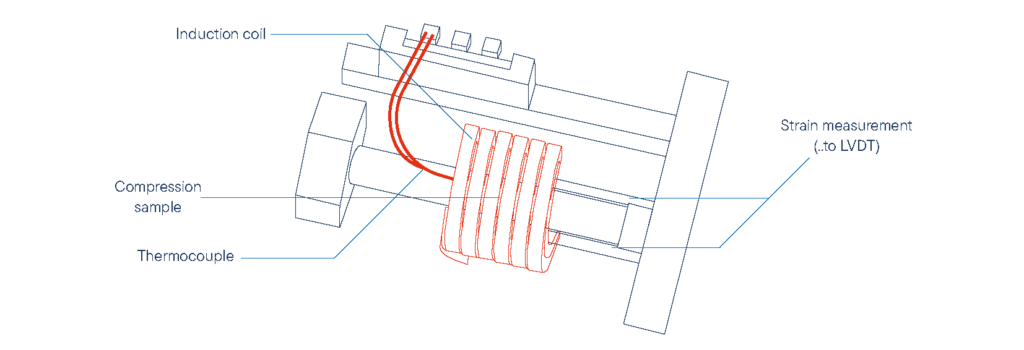
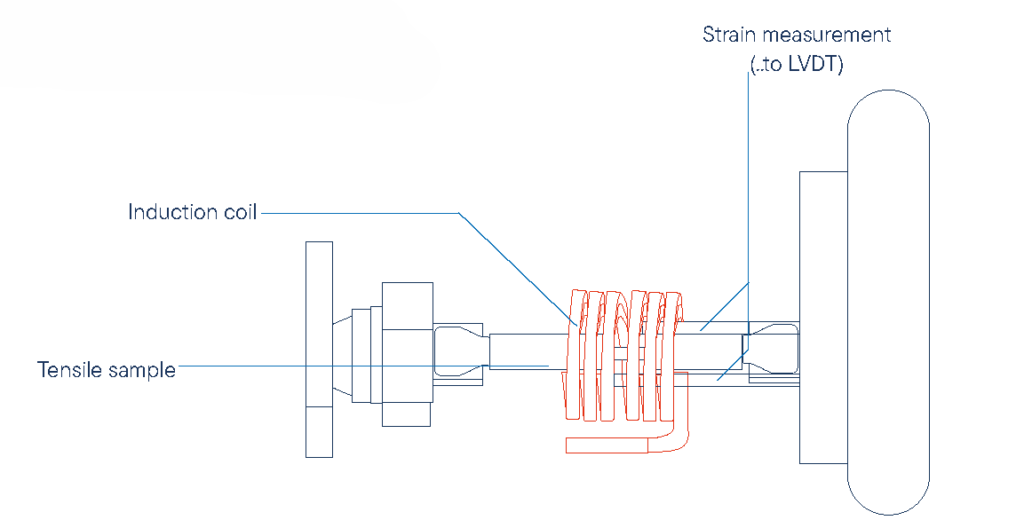
Zubehör für Abschreckmodus:
- Verschiedene Turbomolekularpumpen (Standard und hoher Durchfluss)
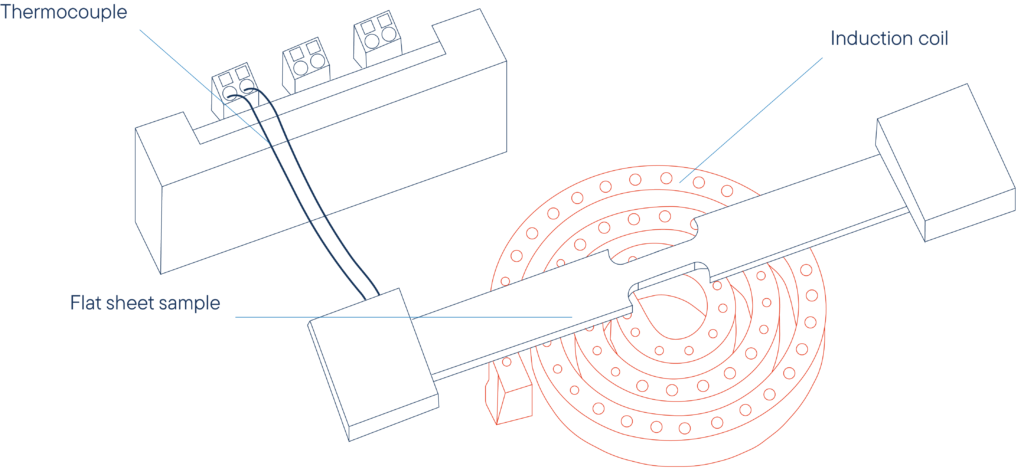
- Thermoelement-Schweißgerät (optionaler Inertgasmodus)
- Kryogenes Add-on (-150 °C im Abschreckmodus)
- Laser-Speckle-Option für zweidimensionale Dehnungsmessung
- -150 °C im Abschreckmodus, -50 °C im Zug- und Verformungsmodus

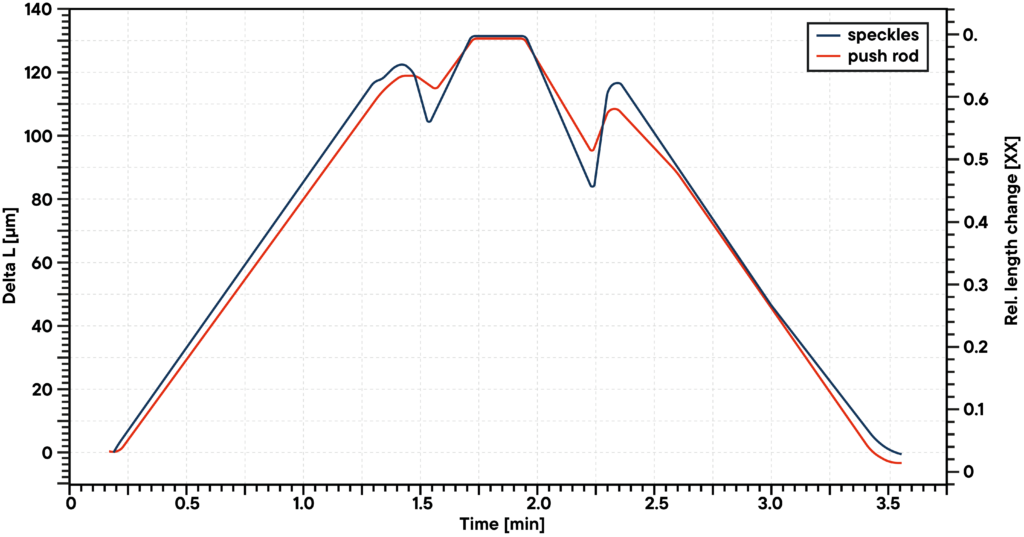
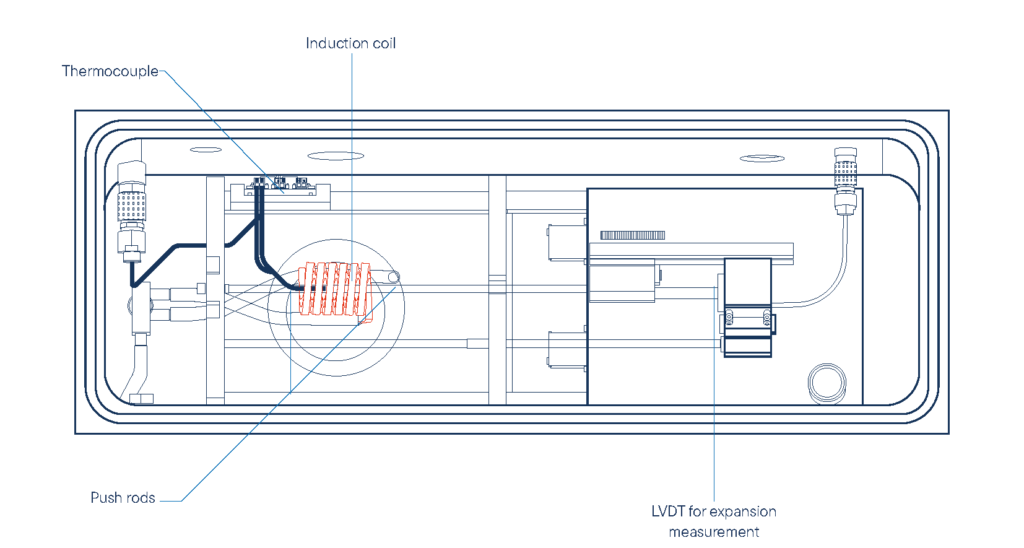
- Optischer Verschiebungssensor/Optischer Dehnungsmesser
- Kamera beobachtet Speckle-Muster, die durch Laser erzeugt werden
- Kamerabilder werden nach der Messung ausgewertet
- Größe und Position der Bereiche sind benutzerdefinierbar
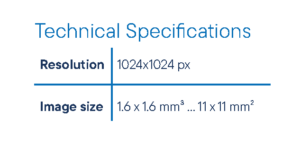
- Auflösung von bis zu 2 Megapixeln
- Bestimmung der Anisotropie
- Keine Markierungen auf der Probe erforderlich
- 2D-Punktmatrix für auswählbare Bereiche
- Messung direkt auf der Probenoberfläche (kein Rand erforderlich)
- 2-dimensionale Messung möglich
- Kleiner Messbereich → kleiner Temperaturgradient
- Längenmessung sehr nahe am Thermoelement möglich
- Relativ kleiner Spalt in der Spule erforderlich