


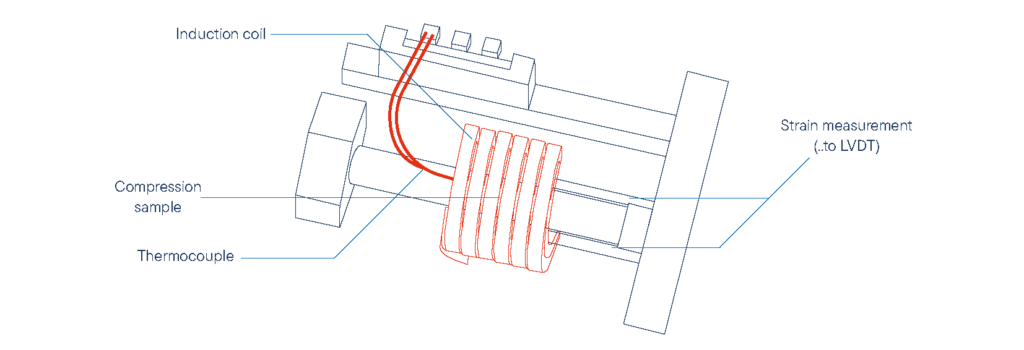
Mode de dissuasion :
- Très faible force
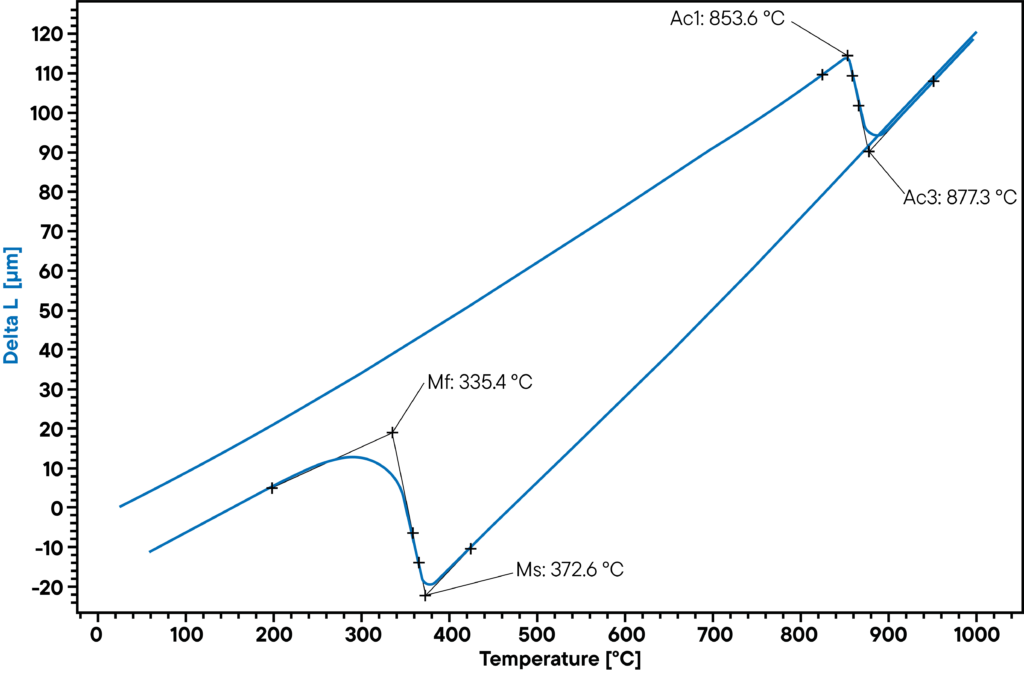
- CTE – Coefficient de dilatation thermique
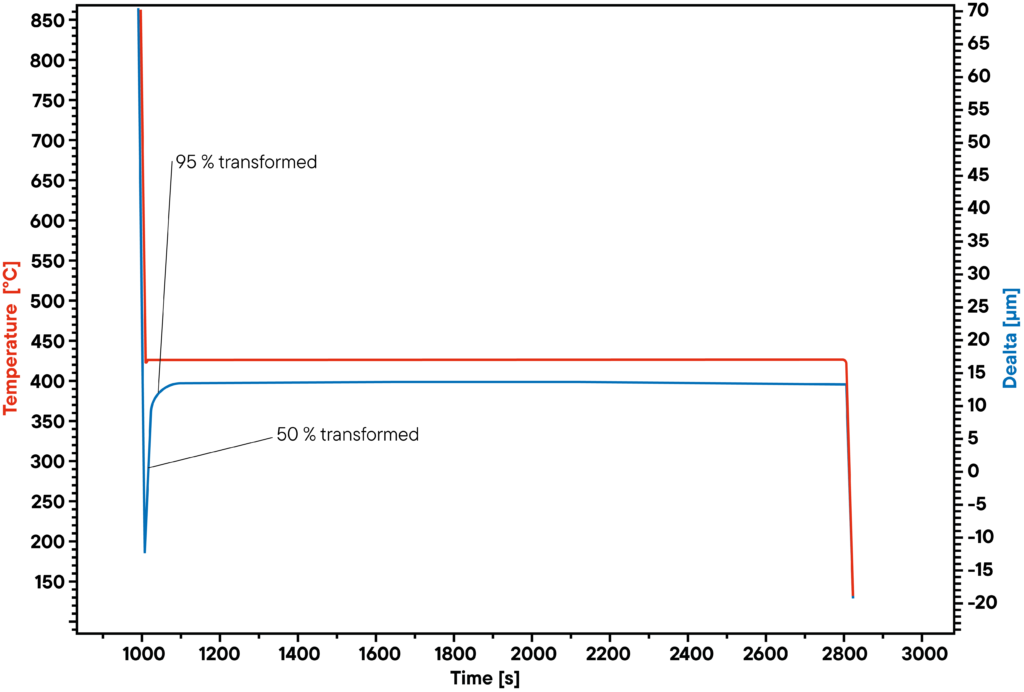
- Création de diagrammes TTT
- Détermination des changements de phase à différentes vitesses de refroidissement
- Refroidissement maximal : 4000 °C/s (échantillon creux et taux de refroidissement maximal atteignable)
- Option basse température (Tmin= -150 °C)
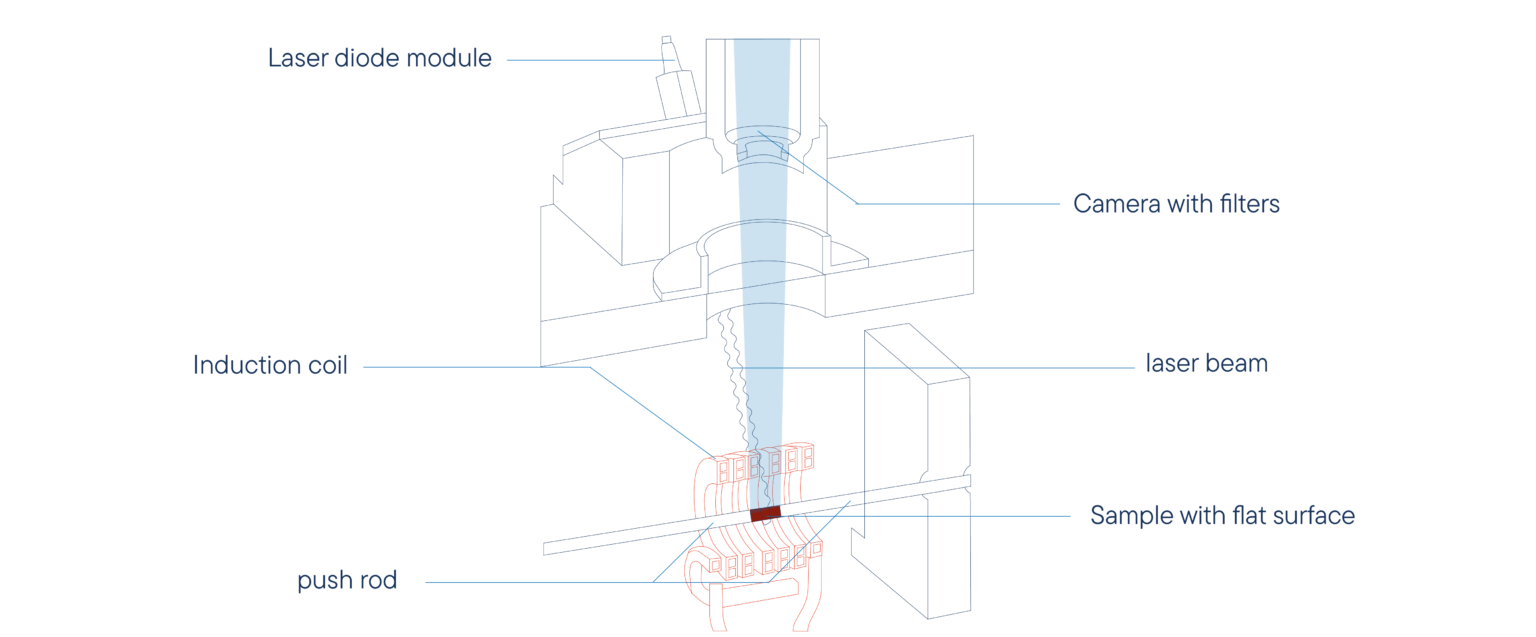
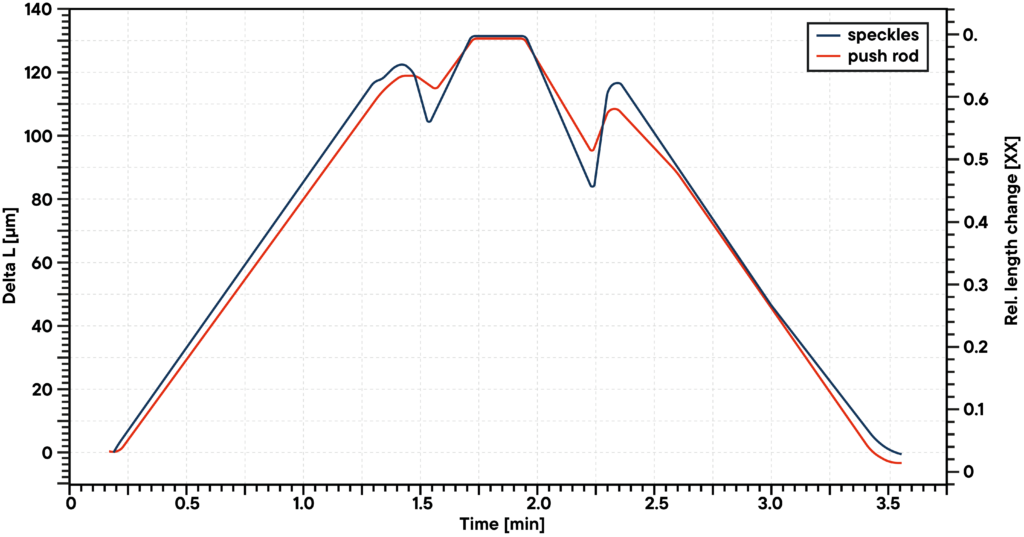
- Mesure de la dilatation par speckle laser en option (brevet n° FR 10 2017 216 714.9)
Accessoires pour le mode de dissuasion :
- Différentes pompes turbomoléculaires (standard et haut débit)
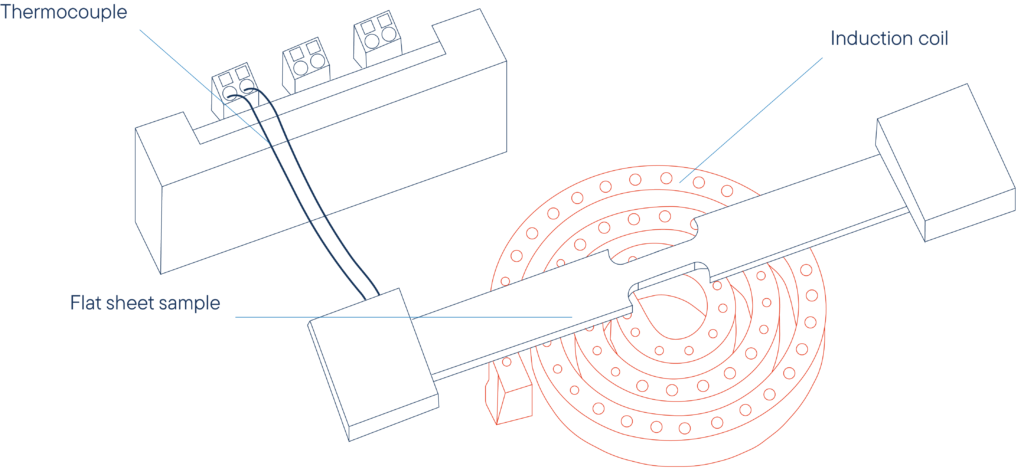
- Soudeuse à thermocouple (mode gaz inerte en option)
- Add-on cryogénique (-150 °C en mode trempe)
- Option Laser Speckle pour la mesure de l’allongement en deux dimensions
- -150 °C en mode de trempe, -50 °C en mode de traction et de déformation
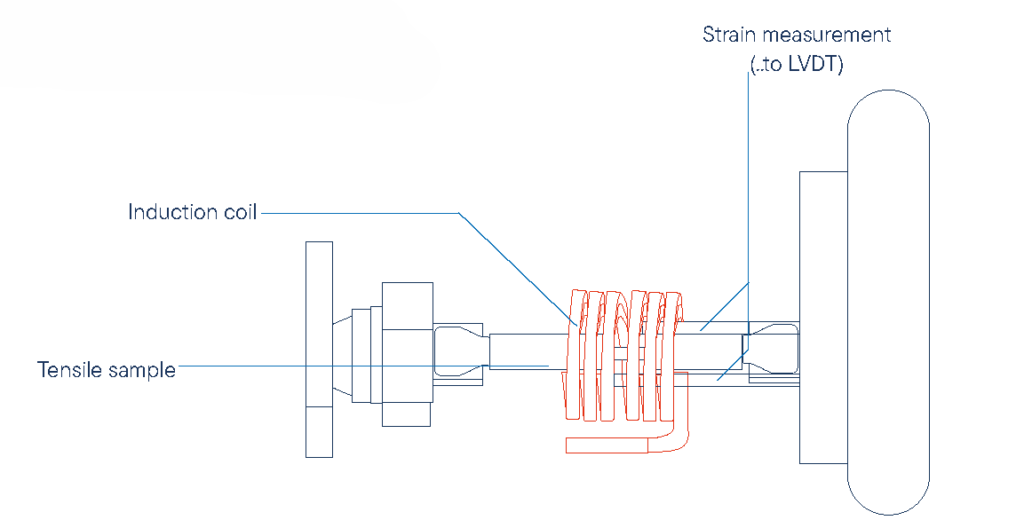

- Capteur de déplacement optique/extensomètre optique
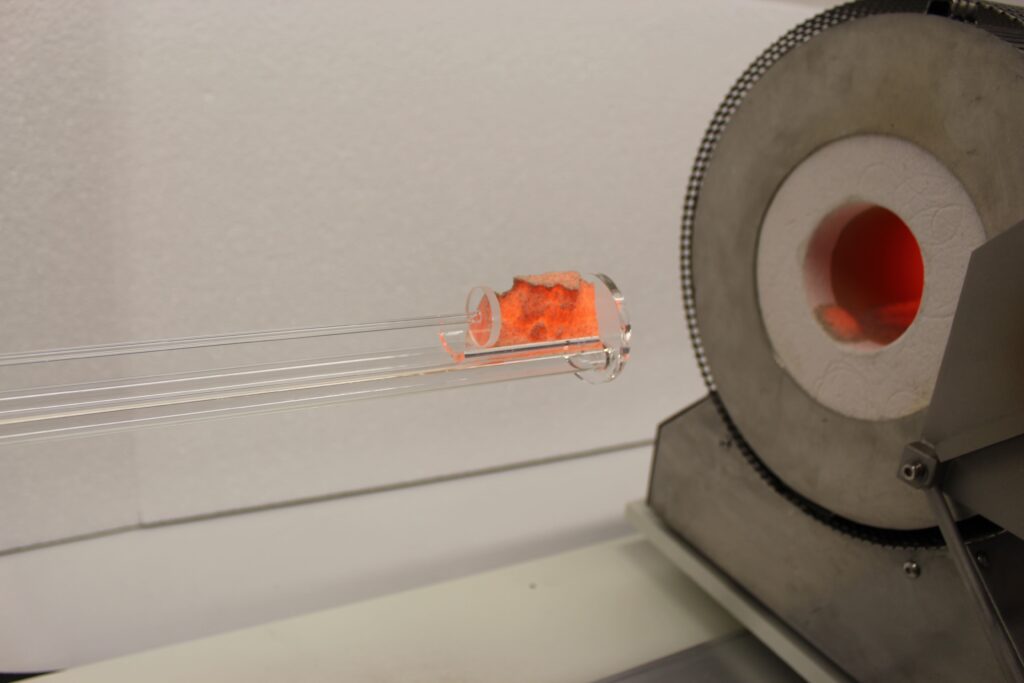
- Une caméra observe les motifs de speckle créés par laser
- Les images de la caméra sont analysées après la mesure
- La taille et la position des zones peuvent être définies par l’utilisateur
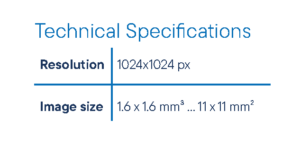
- Résolution jusqu’à 2 mégapixels
- Détermination de l’anisotropie
- Aucun marquage nécessaire sur l’échantillon
- Matrice de points 2D pour les zones sélectionnables
- Mesure directement sur la surface de l’échantillon (aucun bord nécessaire)
- Possibilité de mesure en 2 dimensions
- Petite plage de mesure → petit gradient de température
- Possibilité de mesurer la longueur très près du thermocouple
- Espace relativement petit requis dans la bobine