Modo disuasorio:
- Fuerza muy baja
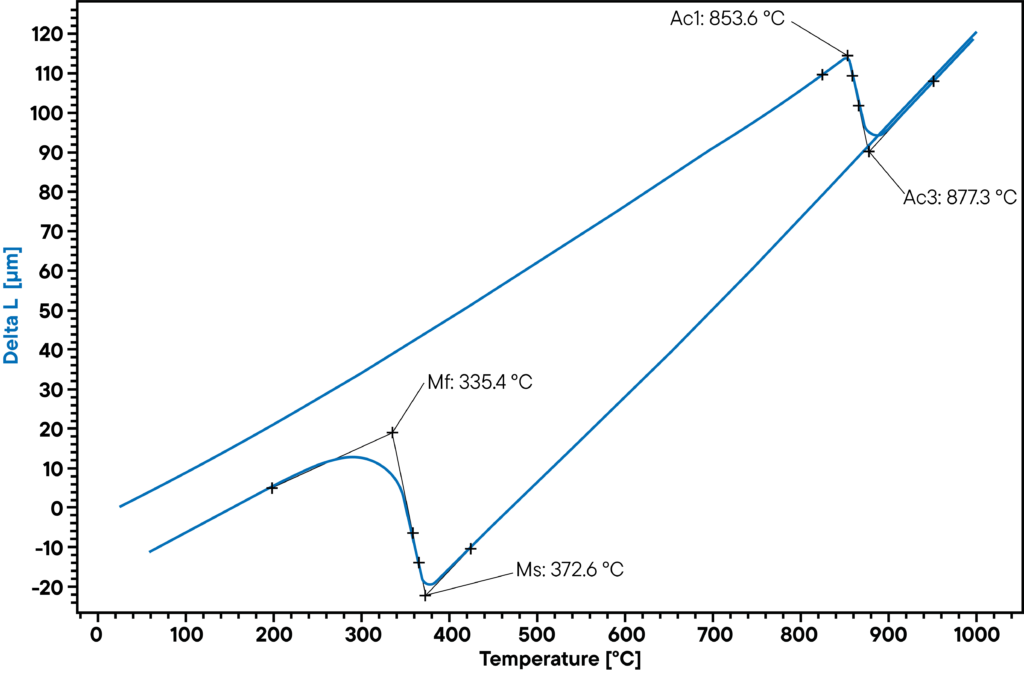
- CTE – Coeficiente de dilatación térmica
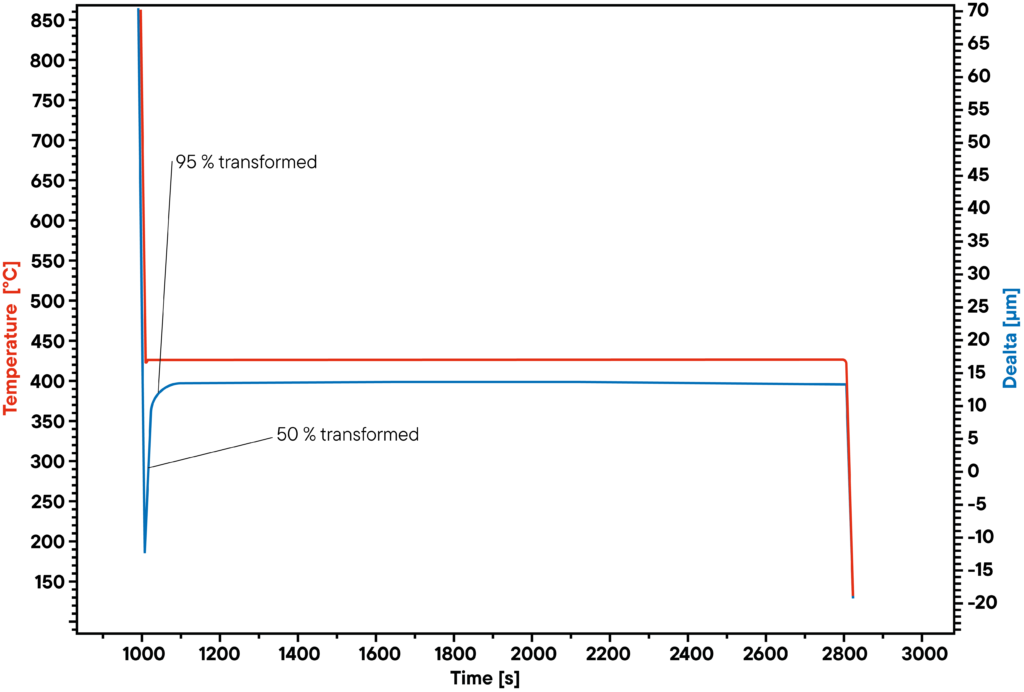
- Creación de diagramas TTT
- Determinación de los cambios de fase a diferentes velocidades de enfriamiento
- Enfriamiento máximo: 4000 °C/s (muestra hueca y velocidad de enfriamiento máxima alcanzable
- Opción para bajas temperaturas (Tmin= -150 °C)
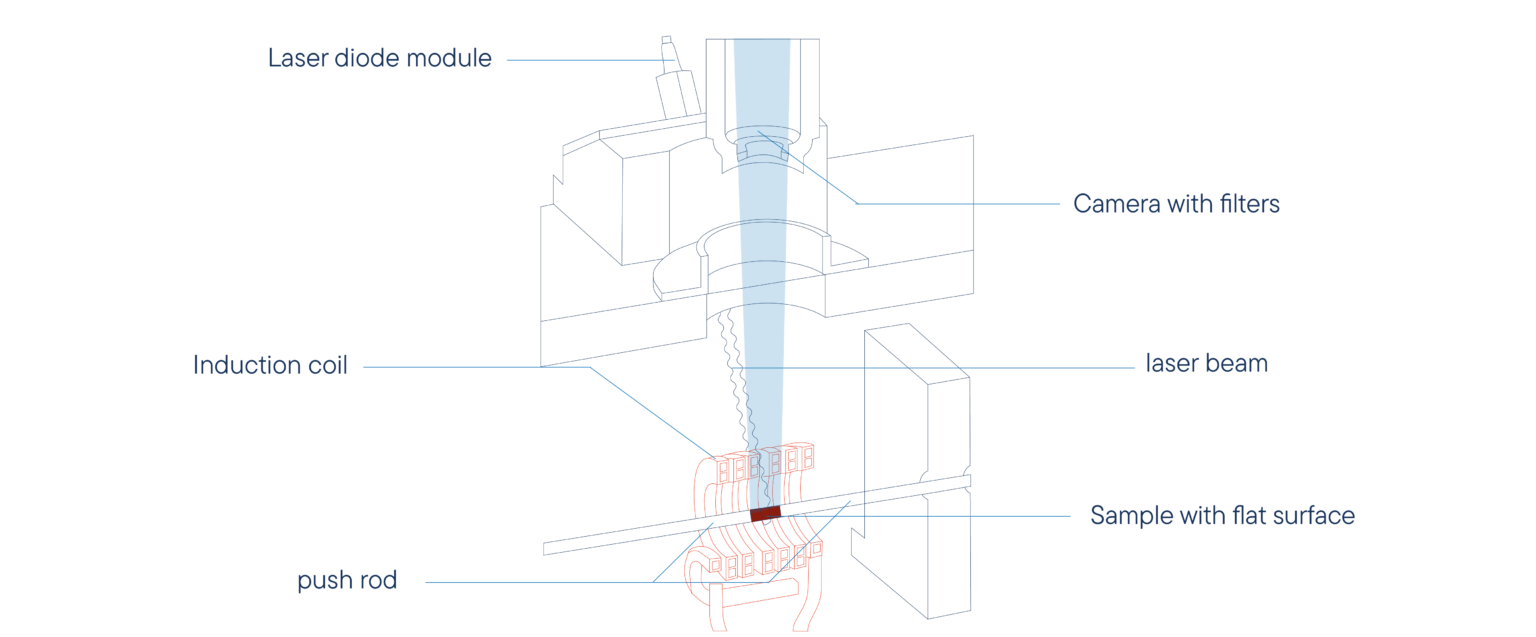
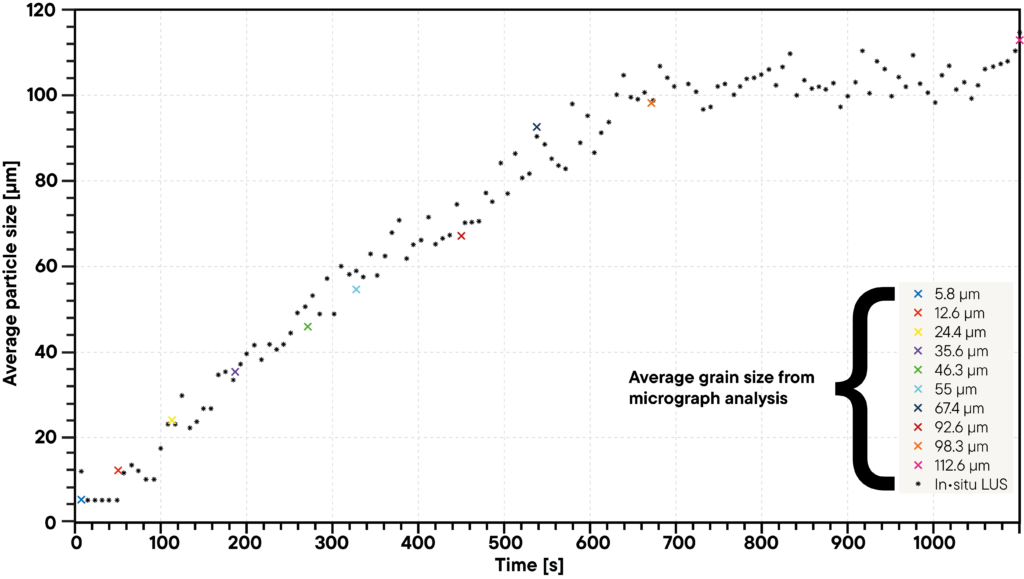
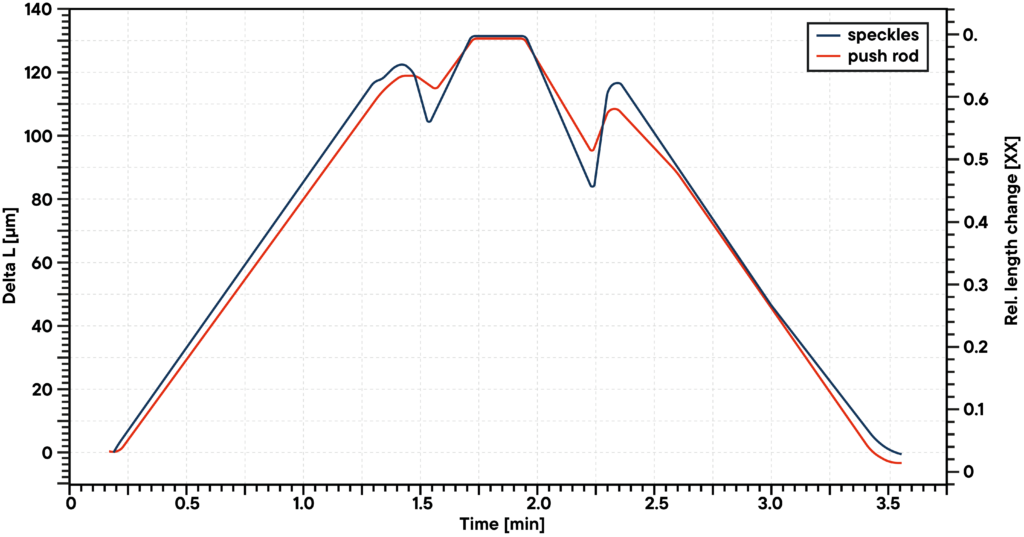
- Medición láser opcional del moteado de la expansión (patente nº DE 10 2017 216 714.9)
Accesorios para el modo de enfriamiento rápido:
- Varias bombas turbomoleculares (estándar y de alto caudal)
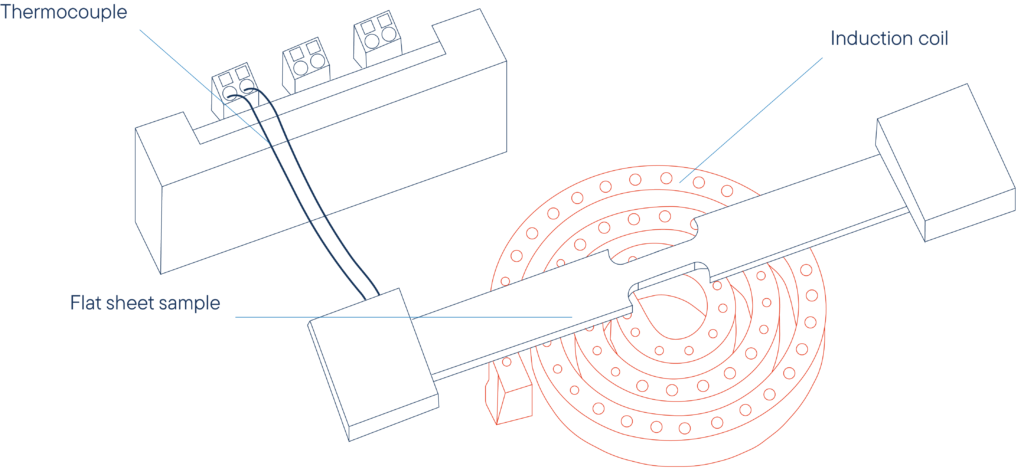
- Soldador termopar (modo gas inerte opcional)
- Complemento criogénico (-150 °C en modo de enfriamiento rápido)
- Opción de moteado láser para la medición bidimensional de la deformación
- -150 °C en modo de enfriamiento, -50 °C en modo de tracción y deformación
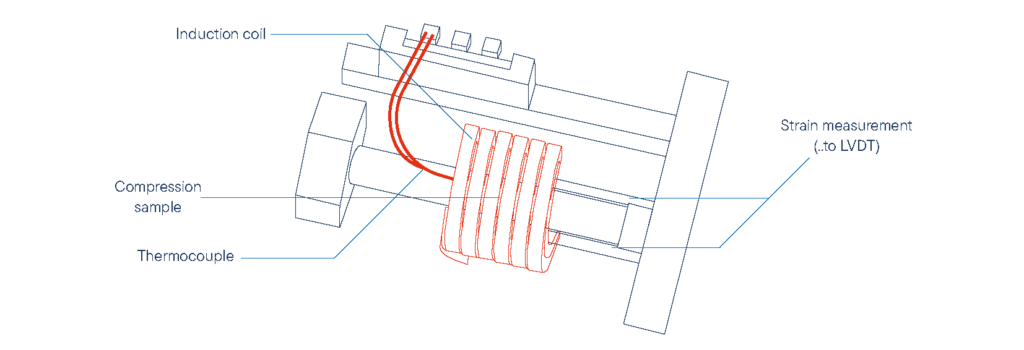
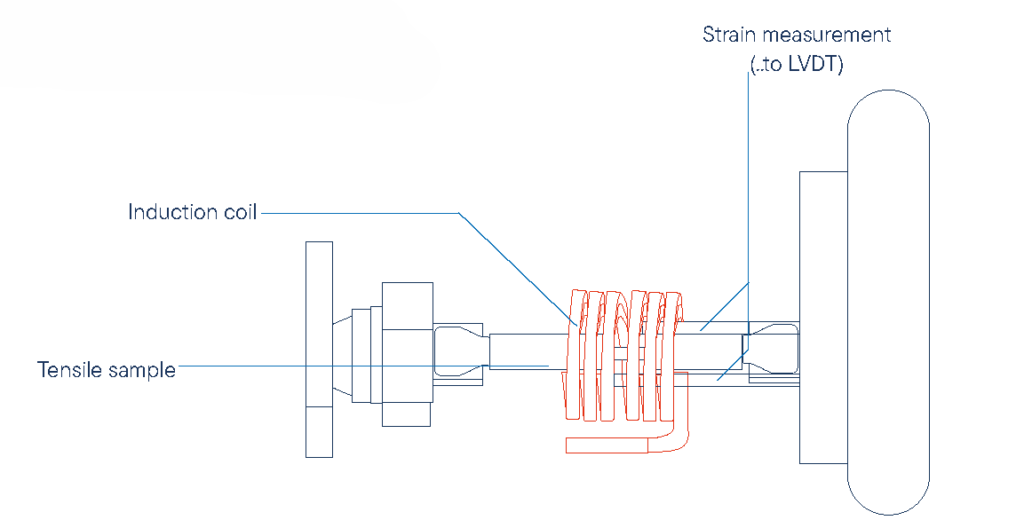

- Sensor óptico de desplazamiento/ galga extensométrica óptica
- La cámara observa los patrones de moteado generados por los láseres
- Las imágenes de la cámara se analizan después de la medición
- El tamaño y la posición de las zonas son definibles por el usuario
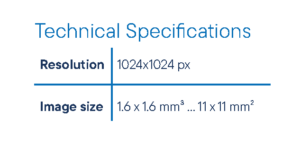
- Resolución de hasta 2 megapíxeles
- Determinación de la anisotropía
- No es necesario marcar la muestra
- Matriz de puntos 2D para zonas seleccionables
- Medición directamente sobre la superficie de la muestra (no necesita borde)
- Posibilidad de medición bidimensional
- Pequeño rango de medición → pequeño gradiente de temperatura
- Posibilidad de medir la longitud muy cerca del termopar
- Se necesita un hueco relativamente pequeño en la bobina