


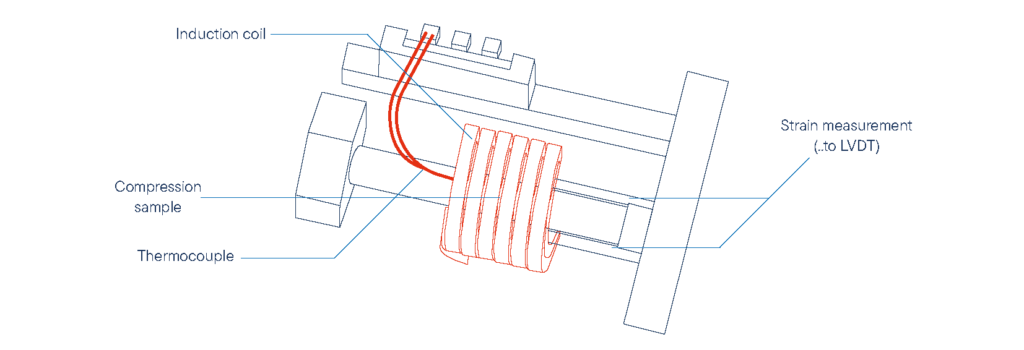
Quenching mode:
- Very low force
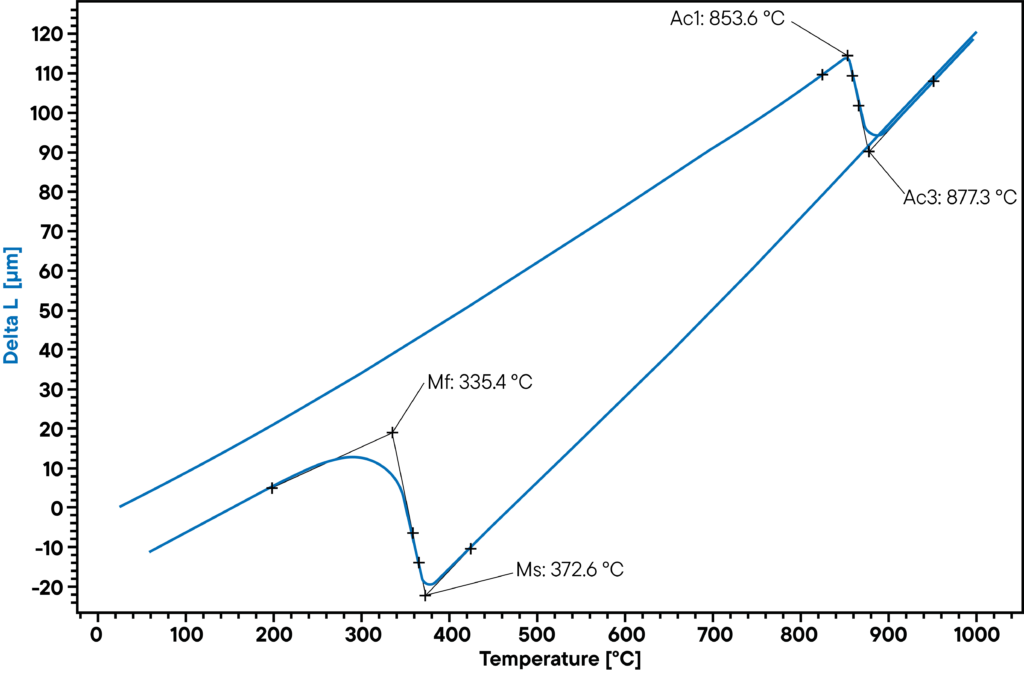
- CTE – Coefficient of Thermal Expansion
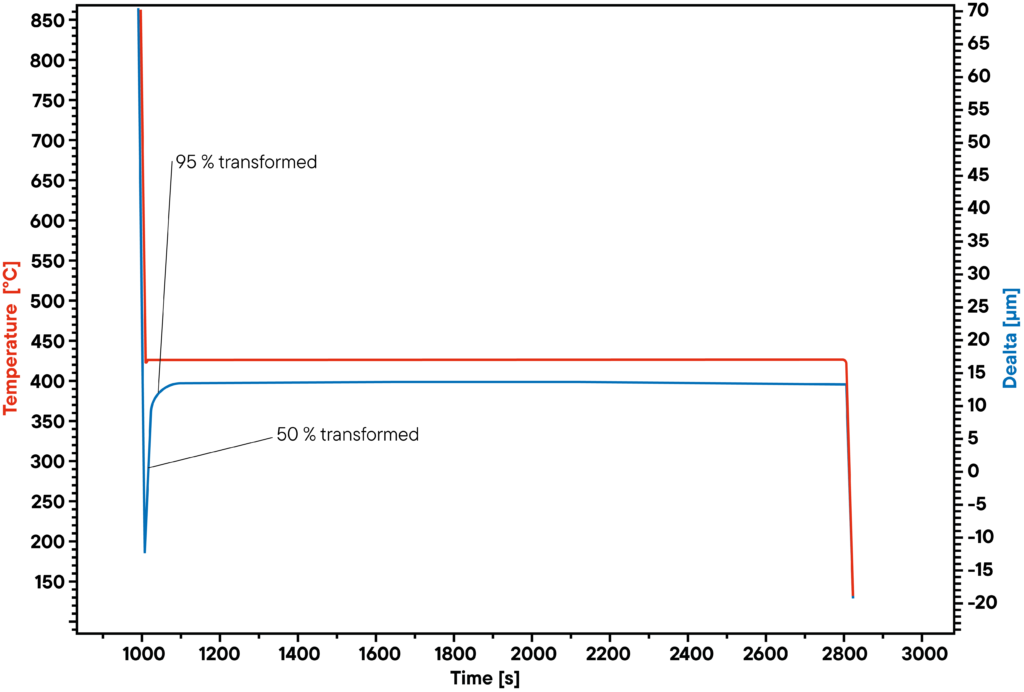
- Creation of TTT diagrams
- Determine phase changes at different cooling rates
- Maximum cooling: 4000 °C/s (hollow sample and maximum achievable cooling rate
- Low temperature option (Tmin= -150 °C)
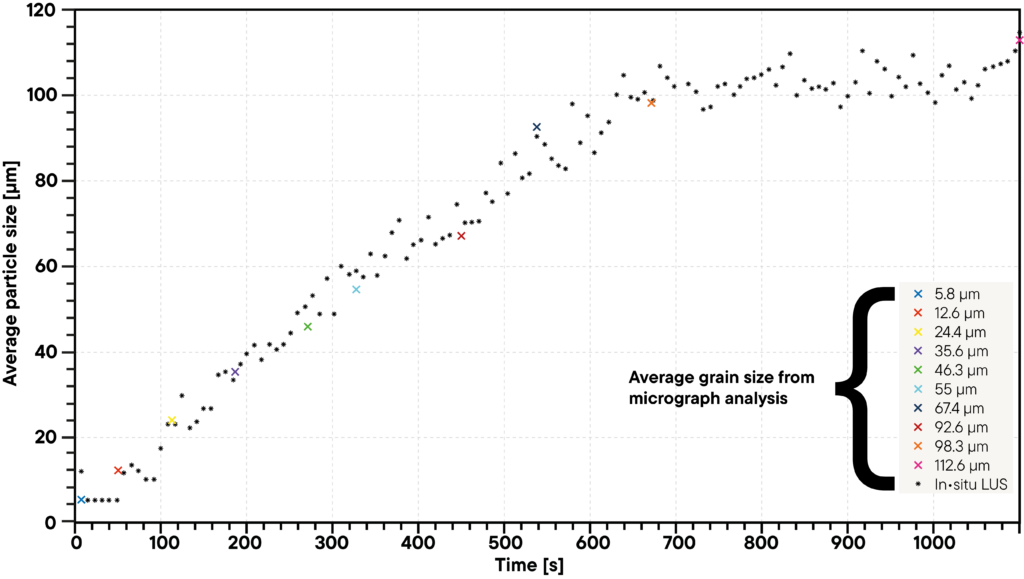
- Optional Laser speckle measurement of expansion (patent no. DE 10 2017 216 714.9)
Accessories for quenching mode:
- Various turbomolecular pumps (standard
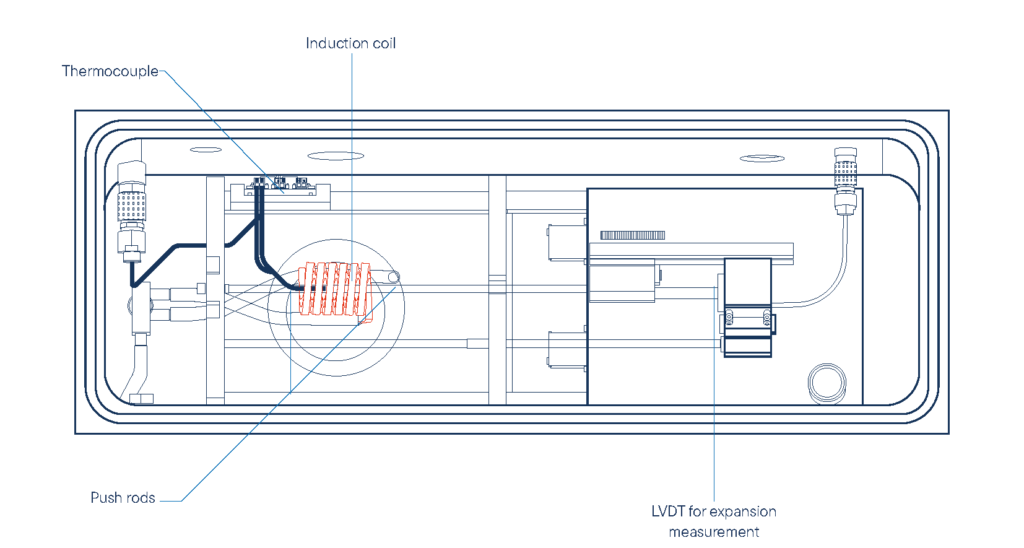
and high flow) - Thermocouple welder (optional inert gas
mode) - Cryogenic add-on (-150 °C in quench
mode) - Laser speckle option for 2-dimensional
strain measurement - -150°C in quenching mode, -50°C in
tension und deformation mode

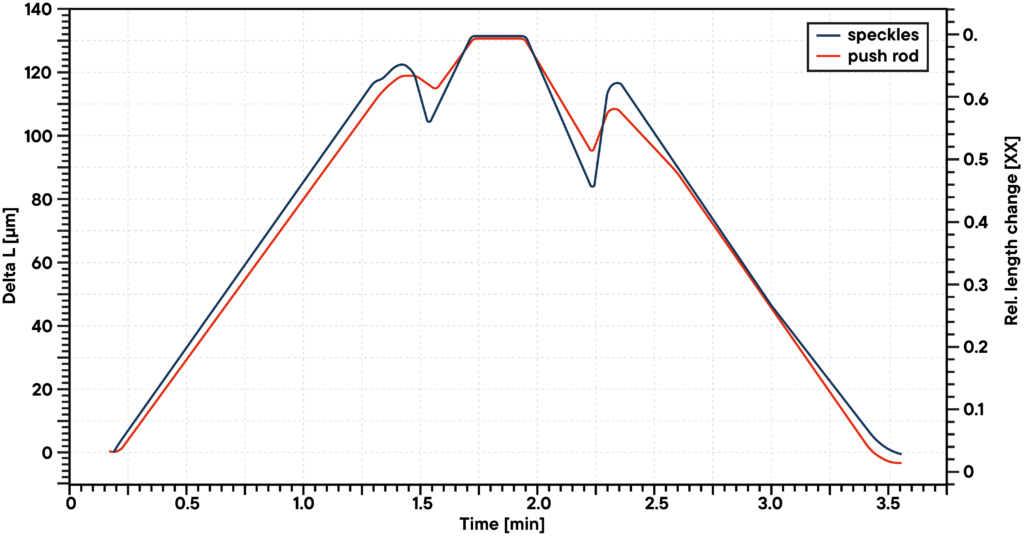
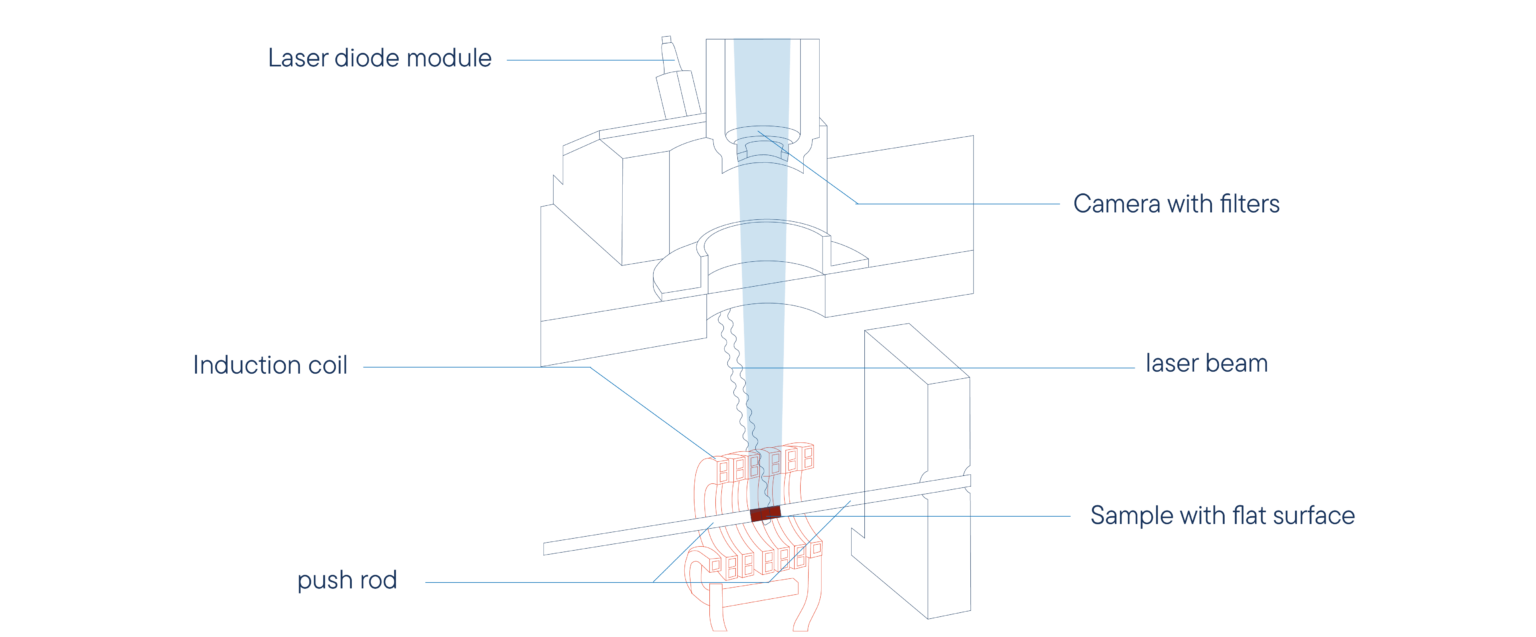
- Optical Displacement Sensor / Optical Extensometer
- Camera observes speckle patterns generated by
laser - Camera images are evaluated after measurement
- Size and position of areas are user definable
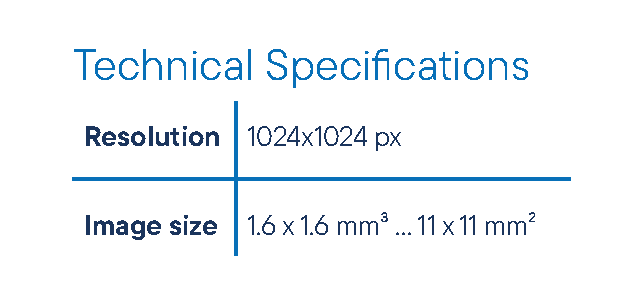
- Up to 2 megapixel resolution
- Determination of anisotropy
- No markers required on sample
- 2D dot matrix for selectable areas
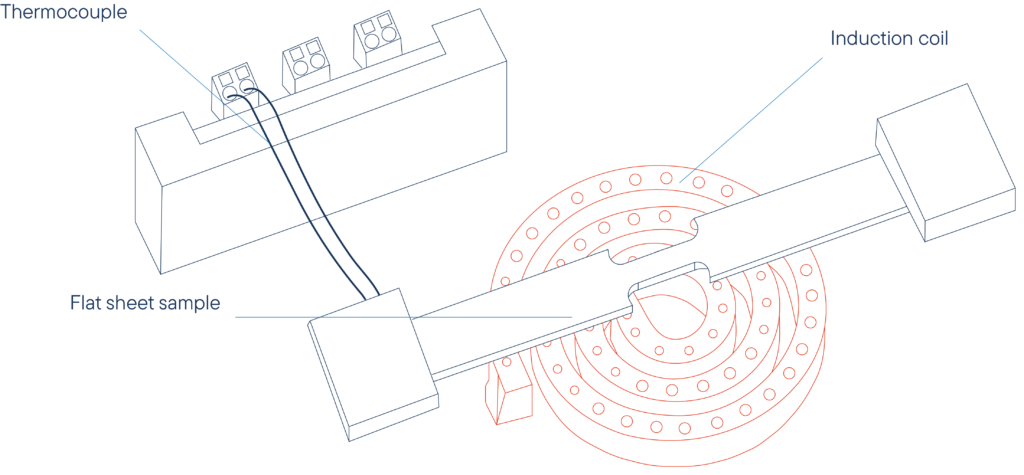
- Measure directly on the sample surface (no edge
required) - 2-dimensional measurement possible
- Small measurement area→ small temperature
gradient - Length measurement very close to the thermocouple
is possible - Relatively small gap in the coil required